2023.10.17
水素とアンモニアの本当の話 ー第5回ー アンモニアにまつわるよくある誤解
目次
水素・アンモニアに関する連載記事も最終回となりました。
第1回・第2回では「『水素エネルギー』再考」を、第3回・第4回では「水素か、アンモニアか?」をメインテーマとしお届けしてきました。
そして今回は「アンモニアにまつわる、よくある誤解」について、実例を挙げながら紐解いていきます。
■執筆者
【第1章】「アンモニアの製造プロセスは、高温高圧のエネルギー多消費プロセスで、大量のCO2を排出するプロセス」
よく「アンモニアの製造プロセスは、高温高圧のエネルギー多消費プロセスで、大量のCO2を排出するプロセス」だと言われます。しかしこれは、正しい認識とは言えません。以下、その理由を説明します。
NH3の合成は、100年以上前にドイツのHaberとBoschによって発明されたHaber-Bosch(H-B)法で行われます。このH-B法は、空気中の窒素(N2)を原料とすることによってそれまで窒素源として使われていた硝石資源の枯渇問題を解決し、窒素肥料の力を借りた食料増産を可能にして人類を飢えから救い、人類の歴史を変えたと言われている世紀の大発明です。
現在は、H-B法の水素源として天然ガス(や石炭[1])を用いる製造プロセスが主に用いられていますが、このプロセスは、温度:450~550℃、圧力:200~300気圧という高温、高圧の条件で運転され、プロセスの中段で(原料の天然ガスに由来する)CO2が排出されます。
このNH3製造プロセスは、天然ガスの主成分CH4から水素を製造するパートと、その水素と空気中のN2からH-B法によりNH3を合成するパートから構成されています【図6】。
このうち水素を製造するパートがプロセス全体のエネルギー消費量の約8割を消費し、CO2の排出の約7割が同パートから排出されます。(残りの約3割はプラントの動力用に要するエネルギー消費に由来するものです。)したがって、原料水素を再エネによる水の電解で製造する場合は、NH3の製造プロセスからCO2が排出されることはありません。ですから、「NH3の製造プロセスから、大量のCO2が排出される」という理解は正しくありません。
ところで、天然ガスを原料とするNH3製造プラントから排出されるCO2(【図6】の中程から排出されるCO2で、これはNH3製造プラント全体から排出されるCO2の約7割を占める。残りの約3割はプラントの動力系から排出される 。)の濃度は、約97%と非常に高いので、これをCCSで除去するためのコストは安価です。 通常の排気ガス中に含まれる希薄なCO2をCCSで除去する場合と異なり、排気ガス中に含まれる希薄なCO2の分離、濃縮のコストがほぼ不要となるからです。
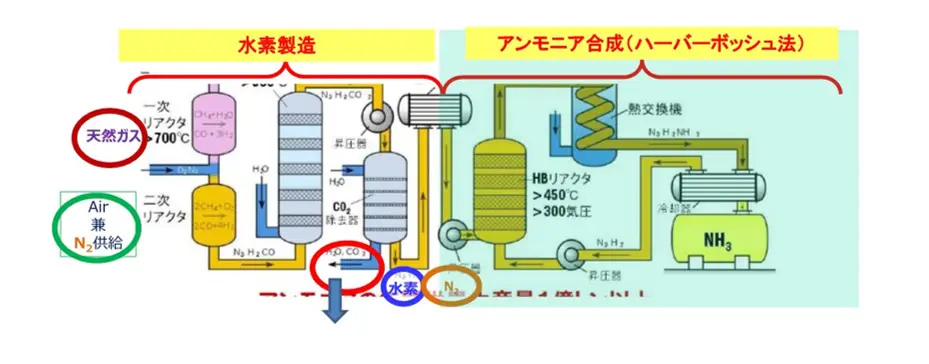 【図6】標準的なNH3の製造プラントのプロセス
【図6】標準的なNH3の製造プラントのプロセス
他方、水素を原料としてNH3を製造する場合でもNH3の合成パートは、高圧で、ある程度高温のプロセスとなりますが、これはNH3合成反応の原理から、望ましいことであり、低圧にする積極的意義はありません。
NH3の合成反応は【図7】中の化学反応式に示したように、可逆平衡反応です。この反応では圧力を加えると平衡関係がずれて総分子数の減少する方向に反応が進む(ルシャトリエの原理)ので、NH3の収率を高めるためには高圧にすることが合理的です。また、NH3の合成反応は発熱反応なので低温にした方がNH3の収率は上がります。つまりNH3の収率を上げるためには、「低温で高圧」にすることが望ましいのです。この関係が【図7】のNH3の収率と、反応温度と圧力の関係を示す線図に表されています。
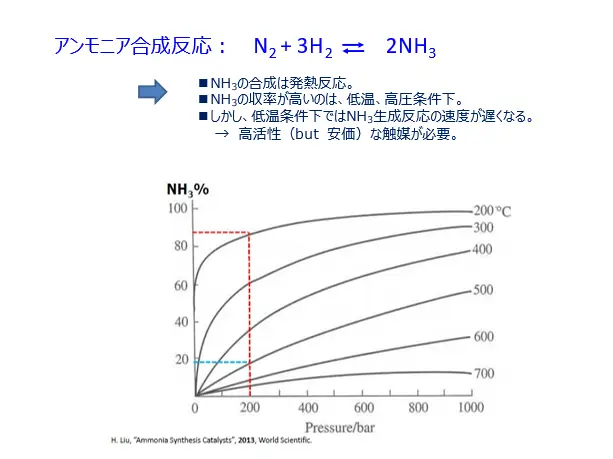 【図7】 NH3合成反応の平衡関係
【図7】 NH3合成反応の平衡関係
しかし、低温下では反応速度が低下するので、ある程度の高温にすることが必要です。低温の条件下でも反応速度を上げるためには、それを可能とする触媒の開発が必要となります。現在、H-B法のプロセスで使われている触媒は鉄系の触媒で、これは低温では活性が高くないものの、安価で長寿命の触媒です。これに代わるものとして、研究室レベルでは、いくつかの新触媒が提案されていますが、まだ、工業プロセスに使えるものは見つかっていません。ですから、反応速度をあげるために、ある程度、高温にするのは決して悪いことではないのです。
さらに、先の平衡関係を使ってNH3を効率的に製造するためには、生成したNH3を冷却して液化し、反応器から取り除くことによって、反応を右辺の方に進めることが必要です。この冷却用のエネルギー源として、高温の熱源は有効に使えます。加えて、プラントエンジニアリングの観点からは、製造条件が高圧である方が、プラントのサイズを小さくできるメリットもあります。
したがって、「アンモニアの製造プロセスは、高温高圧のエネルギー多消費プロセスで、大量のCO2を排出するプロセス」は、正しい認識に基づいた妥当な評価とは言えないのです。
【第2章】「アンモニアの燃焼からは、NOX等の大気汚染物質が排出される」
NH3は燃焼してもCO2を排出しない水素ベース燃料ですが、NH3をCO2フリーの燃料として実際に用いることについては、次のような問題の解決が必要でした。
それは、NH3は、CH4と比べて燃焼速度が遅く(CH4の5分の1)、火炎温度が低く、可燃範囲が狭いので、保炎範囲の安定的な維持が必要であること、そして、NH3の分子中に含まれるN原子(窒素原子)に由来するNOX(Fuel NOX[2])が 大量に生成する懸念があるので、それを管理することが必要という問題でした。
これらのNH3燃焼に関する問題は、SIP「エネルギーキャリア」のなかで行われたNH3燃焼に関する研究によって、その燃焼メカニズムが世界で初めて詳細に解明され、NH3燃焼の科学的基礎が確立[3]されるとともに、これらの課題の解決方法が明らかにされ、NH3燃焼機器の開発に活かされることになりました。少し詳しくご説明しましょう。
まず、NH3の燃焼の安定性の問題は、燃焼器内の空気を旋回させるスワールバーナー[4]を用いて燃焼させることで解決されました。
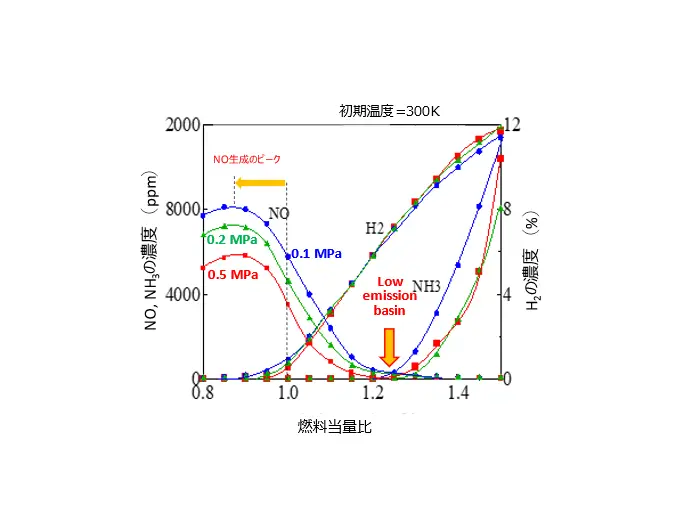
また、NH3の燃焼メカニズムの解明によって、NOXの生成は、燃焼器内で燃焼気体中のNH3が若干余剰となる条件でNH3を燃焼することにより、抑制可能であることが明らかにされました。こうした条件下では、NH3は燃料としても、燃焼で生成するNOXの還元剤としても働き、NOXがN2に還元されるのです。これが【図8】に示されています。
 【図8】 NH3の燃焼機構
【図8】 NH3の燃焼機構
この図は、NH3燃焼における燃料中のNH3濃度とNH3の燃焼によって生成するNOX等との関係を示していますが、燃料当量比(NH3量/空気量)が1より少し大きい(すなわち、燃焼気体中のNH3が若干余剰)条件で、NOの生成量がほぼゼロとなる燃料の濃度条件範囲(”Low emission basin”と記した範囲)があることが分かります。(なお、それ以上NH3量が増えると未燃のNH3の排出が増加していきます。また、空気量が不足する領域(燃料当量比>1)では、NH3の分解により生成した未燃水素が増加します。)また、燃焼気体の圧力が高くなると”Low emission basin”の範囲が広がります。これは、より高圧下で燃焼させる大きなサイズのガスタービンからのNOXの排出抑制には好都合な現象です。
こうした知見から、NOXの発生を抑えることができるNH3燃焼機器の設計、燃焼条件が明らかになりました。NH3を燃料として用いる燃焼機器は、このNOの生成量がほぼゼロ(及び未燃のNH3量がほぼゼロ)となる燃料の濃度条件の達成を要件として設計されるので、大気汚染物質のNOXやPM2.5生成の原因となると言われているNH3の排出は、ほぼゼロとなるように管理できるのです。実装の際には、これに加えて、これまでの燃焼機器と同様、脱硝装置も付置されるので、厳しい排出基準も十分にクリア可能です。
このほか、NH3の燃焼から温暖化物質であるN2O(一酸化二窒素)が排出されるのではないかとの懸念が呈されることがありますが、ガスタービンやボイラー等、燃焼温度が高温の温度域では、N2Oの生成はほとんど無視できることが確認されています[5]。
【第3章】「アンモニアは石炭混焼/水素はガス混焼」
「燃焼速度や熱量の親和性から、NH3は石炭火力が採用しているボイラー型の発電方式、水素はLNG火力が採用しているガスタービン型の発電方式との相性が良い」[6]と 言われていますが、水素と石炭との混焼は、水素の燃焼速度が石炭のそれに比べてあまりにも速すぎるため困難ですが、NH3は石炭との混焼だけでなく、天然ガスとの混焼も可能です。実際にIHIは、出力2MWの天然ガス-NH3(20% [7])混焼のガスタービンを実用化し、引き続き、NH3の混焼率の増大、混焼ガスタービンの大型化を目指した開発を進めています。
また水素と同様にNH3は、ボイラー、ガスタービンの双方において専焼が可能と見られています。実際、三菱重工(MHI)は、NH3専焼の40MWのガスタービンの開発に着手しています[8]。大型(100MW以上クラス)の専焼ガスタービン開発は、水素専焼ガスタービンの開発がやや先行しているようですが、NH3専焼のガスタービンも開発中です。先に「可能と見られている」と書いたのは、上述のように燃焼機器のタイプや大きさによって開発方式や開発の難易度、開発に要する時間が異なることや、今後の火力発電の役割の変化や燃料の入手可能性等によって発電設備に対するニーズ変化する可能性がある(「水素とアンモニアの本当の話 -第4回ー 水素とアンモニアの今後について」の第1章「水素、アンモニアの導入は今後どのように進んでいくのだろうか」の第2節「発電分野ではアンモニアの導入が先行、その後は?」参照)こと等から、先行きに不透明性があるからです。
【第4章】「石炭火力でのアンモニア混焼は石炭火力発電の延命策」
また、石炭火力でのNH3混焼は、「石炭火力の延命策」ではないかという批判もよく耳にします。その批判は、脱炭素化に向けて進みつつある取組みの全体像を見ることなく、また、脱炭素化に向けた実行可能な方策についての真剣な検討を踏まえることなく行われている、観念的な批判です。
現在JERAが取り組んでいる石炭火力の脱炭素化計画は、まず、非効率な発電所(超臨界以下)全台を2030年までに停廃止し、残る石炭火力においては(NH3の混焼は20%から始めるものの)NH3の混焼度を徐々に高め、最終的にはNH3専焼(CO2排出ゼロ)を実現するというものです。この計画は、石炭火力の脱炭素化にいたる移行計画を時間的目標ととともに示したもので、実効性と具体的性をもった移行計画(Transitional Plan)と評価すべきでしょう。
また、こうした段階的な石炭火力の移行計画が必要であることは、以下のことからも明らかです。日本では全発電電力量の31%が石炭火力によるものですが(2021年度)、全国で70基存在する 石炭火力発電設備のうち、設備年齢が30年以下のものが53%(基数ベース)、68%(発電能力ベース)[9]あって、これを直ちに停廃止することは、安定的な電力供給確保の面からも、現実的な設備転換を進める観点からもできません。発電所立地地域の経済、雇用への影響にも配慮しながら進めるための時間も必要です。
具体的な脱炭素化の道のりを透明性高く示しつつ、実現性を考慮した取組みを進めていることを「延命策」と批判することは、妥当な評価とは言えないでしょう。
【第5章】「アンモニアは危険」
NH3は危険な物質と言われることがよくありますが、これも世論をミスリードしかねない乱暴な言い方です。
水素を含め、NH3を含む水素ベース燃料は、すべて化学物質です。(化石燃料もさまざまな化学物質の混合物です。)そうした化学物質の安全性/危険性とは何なのか、ということについて、きちんと理解することが必要です。
すべての化学物質は、人の健康や環境に対して何らかの有害性(ハザード:hazard)を有します。それは、人間も、環境を構成するものもすべて化学物質から出来ているので、化学物質同士で反応する可能性があるからです。とくにエネルギー源となるような化学物質は、(燃焼という激しい化学反応によりエネルギーを生成する)反応性の大きい物質であり、本質的に人の健康や環境に悪影響を与える可能性の大きい物質です。
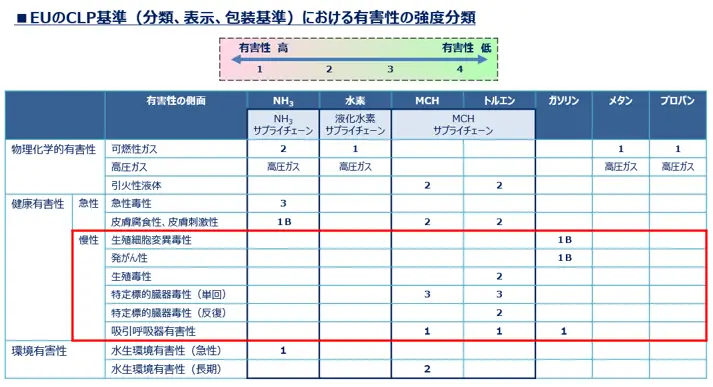
また、この有害性(hazard)には、いろいろな側面があります。爆発や引火、発火しやすいという物理化学的有害性、人の健康に悪影響をもたらす健康有害性、環境中に残留しやすい、あるいは、生態系に悪影響を与える環境有害性などで、化学物質によって、それぞれが有する有害性やその強さは異なります。この有害性には、【表3】に例を示すようにさまざまなものがあり、化学物質を取り扱う際には、これらの有害性を適切なレベルに管理して取り扱う必要があります。
ここで、「管理」という用語が出てきましたが、化学物質が本来的に有する有害性による人の健康や環境に対するリスク(=悪影響をもたらす可能性)は、適切な管理対策を講ずることによってそのリスクを管理することが出来ます。どんなに爆発しやすい物質でも、あるいは、猛毒物質でも、所要のリスク管理対策を講じた容器や設備等で取り扱えば、その有害性からの影響を受けることが避けられるというように。私たちは、日々そうした管理対策を講じつつ化学物質を取り扱い、化学物質の効用を利用しています。
 【表3】 水素キャリアの有害性
【表3】 水素キャリアの有害性
さてNH3の有する有害性についてみると【表3】、いくつかの側面で有害性が指摘されています。このためNH3は、人の健康や環境に悪影響をもたらすことのないよう、専門家によって、適切なリスク管理対策を講じた上で取り扱われることが必要な化学物質の一つです。また、強い臭気を持つため、日本では「悪臭防止法」の特定悪臭物質に指定され、所要の管理対策が求められています。ただこの強い臭気は、漏洩等が起きた際の検知を容易にし、きわめて早期にリスク管理対策を講ずることを可能とするものでもあります[10]。
健康有害性については、NH3は比較的強い急性毒性をもつため、毒物劇物取締法の「劇物」に指定されています。NH3の急性毒性は、NH3を直接吸入したり、直接接触したりした場合にもたらされますが、NH3は空気中や水中で急速に拡散し、酸化されるので、人が直接吸入、接触することは通常はほとんどありません。他方NH3は、発がん性、生殖毒性等、直ちに顕在化しにくい長期毒性を有する物質とは分類されておらず、私たちが日々使用している化石燃料(ガソリン等)に含まれる物質が有する発がん性等の重篤な長期毒性は認められていません。
環境有害性については、NH3は強アルカリ性の物質であることもあって、高濃度のNH3は水生生物に対する強い毒性があります。
こうしたNH3の有する急性毒性からもたらされる可能性のあるリスクについてIEAは、”The Future of Hydrogen“において、NH3は19世紀初頭から冷媒として、肥料原料としては20世紀初頭から一世紀以上の長きにわたり大量に使用されていること、そしてタンカーに等によるNH3の長距離の海上輸送も日常的に行われていることから、NH3の取り扱い経験は特に工業分野では豊富に蓄積されていると指摘しています。また米国の穀倉地帯では、施肥のため、農民がNH3を直接、農地に肥料として大量に散布しているという例も紹介しています。なお、身近なところでは、わが家のワインクーラーの冷媒にNH3が用いられていました。
NH3は、世界全体で年間約2億トンが製造され、約2,000万トンが国際間で取引きされていますが、これは数多くの化学物質のなかでも最大規模の流通量です。つまりNH3は、有害性を有する物質ではあるものの、これまで長きにわたって、その有害性からもたらされる可能性のあるリスクを、私たちは適切に管理し大量に使用してきた実績がある物質なのです。
ところで、水素キャリアは、例えば【表3】に引用した欧州のCLP規則の危険有害性分類[11]が示すように、いずれの水素キャリアも爆発性、可燃性、毒性といった、それぞれの物質に特有の有害性を有しています。しかし、こうした有害性は、ガソリンや都市ガス、灯軽油等の化石燃料にも多かれ少なかれ存在します。ですからどの物質についても、「〇〇は△△より危険だとか、安全だ」とかは単純には言えないのです。正しくは、物質の有害性に応じて、専門家による適切なリスク管理の下で使用される必要があるということです。そのうえで、ある物質の利用が可能かどうかの判断は、適切なリスク管理対策が技術的に存在するか、また、経済的に実施可能なコストでその対策が適用できるかということによります。
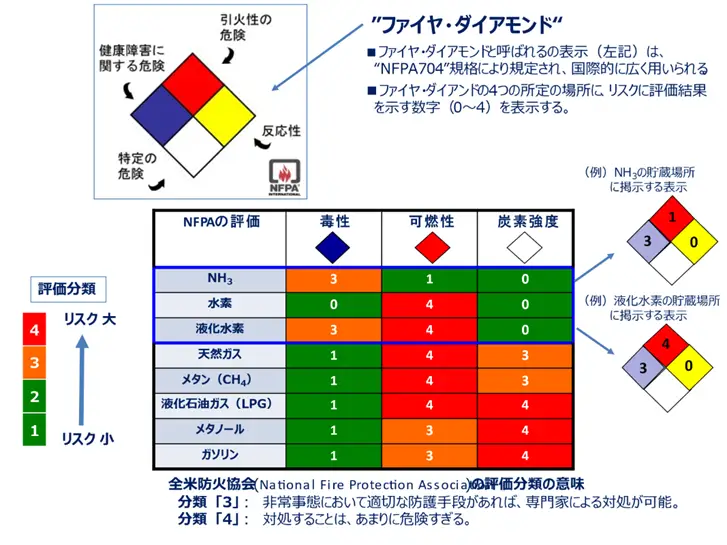
上述の有害性とは少し観点が異なりますが、【図9】に、漏洩や火災事故が起きた際のリスクについて全米防火協会(National Fire Protection Association)[12]が行ったいくつかの物質に関するリスクの評価結果と、それに基づいて貯蔵場所に掲示することが求められる表示の例(液化水素とNH3の例)を示しておきます。【図9】の左上にあるファイア・ダイアモンド(Fire Diamond)と呼ばれる表示がそれで、これは化学物質の有害性について十分な知見をもたない消防士や事故対策に当たる人が、表示されている有害性の種類とその重篤さの度合いから、素早くかつ簡単に危険性を判断し、必要な専用器具・手順・防護措置をとれるようにするためのものです。このNFPAの表示は、国際的にも使用されています。これによれば、漏洩や火災発生時のNH3のリスクは、【図9】に示されるように管理可能なリスクで、そのリスクは、その他の水素キャリアのリスクと比べて高いものではないと評価されています。危険性を論ずるときは、こういった観点からの評価も必要です。
 【図9】 全米防火協会(NFPA)による火災、漏洩時のリスク評価と表示
【図9】 全米防火協会(NFPA)による火災、漏洩時のリスク評価と表示
このように「危険な物質」というラベル貼りは、その物質の有するさまざまな有害性、有害性からもたらされる懸念のあるリスクの管理対策の適用可能性、実効性等を総合的、相対的に評価したうえで行うべきものです。以上の説明から、「アンモニアは危険」というラベル貼りが適切でないことがお分かりいただけると思います。
最後に
以上5回に渡り、脱炭素化への重要な役割を担うと期待されている水素とアンモニアについて、特にそれらの導入に向けた最近の動向や、水素とアンモニアについてよりよく理解するために重要と考えられる問題についての解説等を書いてきました。その意味では、この連載は水素、アンモニアに係る解説の続編あるいは中級編のようなものになります。水素、アンモニアに関するより基礎的、全般的なことについては、この連載の冒頭にも記したとおり、他の文献に記していますので、それらをご参照いただけると幸いです。
最後に、こうした機会を与えていただき、連載にあたっていろいろご助言とご苦労をいただいた「サステナビリティ ハブ」編集部の方々に心から感謝申し上げます 。
水素、アンモニアが日本の脱炭素化と、新たな産業創出に大きく貢献することを願って。
2023年8月
塩沢 文朗
脚注
[1] 石炭を原料としているのは主に中国。
[2] 燃料に由来して発生するNOX。Nを含まない化石燃料の燃焼からも、高温の燃焼火炎と空気中のN2によって生成するThermal NOXがある。
[3] この研究は東北大学の流体科学研究所の小林教授を始めとする研究チームにより行われた。この研究成果は国際的に高く評価され、小林教授は、2018年の国際燃焼学会(The Combustion Institute)の全体会議招待講演に招かれ、”Science and technology of ammonia combustion”と題する講演を行った (Proceedings of the Combustion Institute 37(1) (2019) : pp. 109)。また(社)日本燃焼学会も、この研究内容に対し2019年度論文賞を授与した。
[4] NH3ガスのみを螺旋状の溝から噴出させて燃焼させるバーナ。
[5] 試験の結果では、生成しても数ppbレベルと報告されています。
[6] JERAのホームページにある記述。(2023年6月12日アクセス)
[7] 混焼率は熱量ベース。
[8]「脱炭素社会に向けた水素・アンモニア焚きガスタービンの開発」、野勢正和ほか、三菱重工技報 Vol.58, No.3 (2021)
[9] 2020年6月末時点の旧一般電気事業者、電源開発及びこれらの事業者が共同出資する共同火力の保有する石炭火力。資源エネルギー庁「石炭火力発電所一覧」(2020年7月13日)資料をもとに作成。
[10] 人は(個人差はあるが)、NH3による急性の健康障害が起きる1/100の濃度のレベルでその臭気を感知できる。
[11] CLP 規則(Regulation on Classification, Labelling and Packaging of substances and mixtures)は、EUの化学品の分類、表示、包装に関する規則で、危険有害性があると判断(分類)された物質又は混合物について、CLP規則に定められた情報をラベル表示することを義務付けるもの。危険有害性の分類は、EUの欧州化学品庁(ECHA)が行っている。
[12] NFPAは、アメリカ合衆国を拠点とする防火に関する国際的な非営利組織で、国際的にも用いられることの多い防火に関する規格を300以上作成している。

この記事をシェアする