2026.04.14
CO₂排出量の削減を可能にする次世代エチレン製造プロセスとは?〈脱炭素に向けた4つの技術アプローチ〉
目次
1921年、UCC社はウエスト・バージニア州の工場でプロパン・ブタンを原料に銅管を使用し、熱分解、低温分離により高純度のエチレンを生産する設備を稼働させました。これが熱分解技術を利用したエチレン生産プラントの始まりです。それから1世紀が経った現在においても、世界のエチレン生産のほとんどは、この熱分解によっておこなわれています。
一方で、エチレン製造は石油化学工業の中で最も多く二酸化炭素を排出しており、その90%以上が、熱分解をおこなう分解炉での燃料消費に起因しています。脱炭素化の要請が高まる中、エチレン製造における二酸化炭素の削減は、石油化学産業全体にとって避けられない課題となっています。この課題に対し、現在、企業・機関・大学などでは、二酸化炭素の排出がより少ないエチレン製造プロセスの技術開発をおこなっています。いずれも現時点では開発途上ではありますが、将来熱分解に代わる技術となる可能性を秘めているものです。
今回の記事では、脱炭素化が求められる石油化学産業において注目されている、二酸化炭素排出量の少ない次世代エチレン製造プロセスを詳しくご紹介します。下記の関連記事とあわせてご参考にしていただけますと幸いです。


エタンの酸化脱水素
「エタンの酸化脱水素反応(Oxidative Dehydrogenation of Ethane)」は、エタンと酸素を触媒により選択的に変換することで、従来の熱分解と比較してマイルドな条件でエチレンを製造することが可能な技術です。
C2H6 ⇔ C2H4 + H2 ⊿H0 = +137 kJ/mol (吸熱反応) [1]
C2H6 + 1/2 O2 ⇒ C2H4 + H2O ⊿H0 = -105 kJ/mol (発熱反応) [2]
[1]は従来の熱分解による「脱水素反応」であり、[2]が「酸化脱水素反応」と呼ばれる反応です。
「脱水素反応」は吸熱反応であり、また平衡論的にも800℃以上の温度を必要とし、水蒸気を混合し、エタンの分圧を小さくする必要があります。
一方、「酸化脱水素反応」では反応系に酸素を加えることにより、脱水素反応のように熱力学的平衡によって制限されることはなく、反応が進みます。また、生成水素を水として除去するために吸熱反応を発熱反応に変えることになり、エネルギー的にも大きく有利になります。
「酸化脱水素反応」では、従来の熱分解に比べ、反応温度を大きく下げることが可能になります。また、酸素が存在するため、触媒のコーキングという問題も起こりません。さらに、燃焼がないため、NOxの生成も起こりません。
しかし、この技術の欠点として、次の2つのことが考えられます。
1つ目は、酸素を使用するので、一酸化炭素、二酸化炭素等の生成が副反応として生じ、原料が損失すること。そして2つ目は、副生成物の含酸素化合物の分離が複雑になることです。
従って、酸化脱水素反応のメリットを生かしてプロセスを完成させるには、反応の選択率が優れた触媒の開発がポイントとなります。
以下に、この酸化脱水素反応を利用した2つのプロセスを紹介したいと思います。
Linde EDHOX™ Ethylene Technology|エタンと高純度の酸素を触媒で選択的に変換
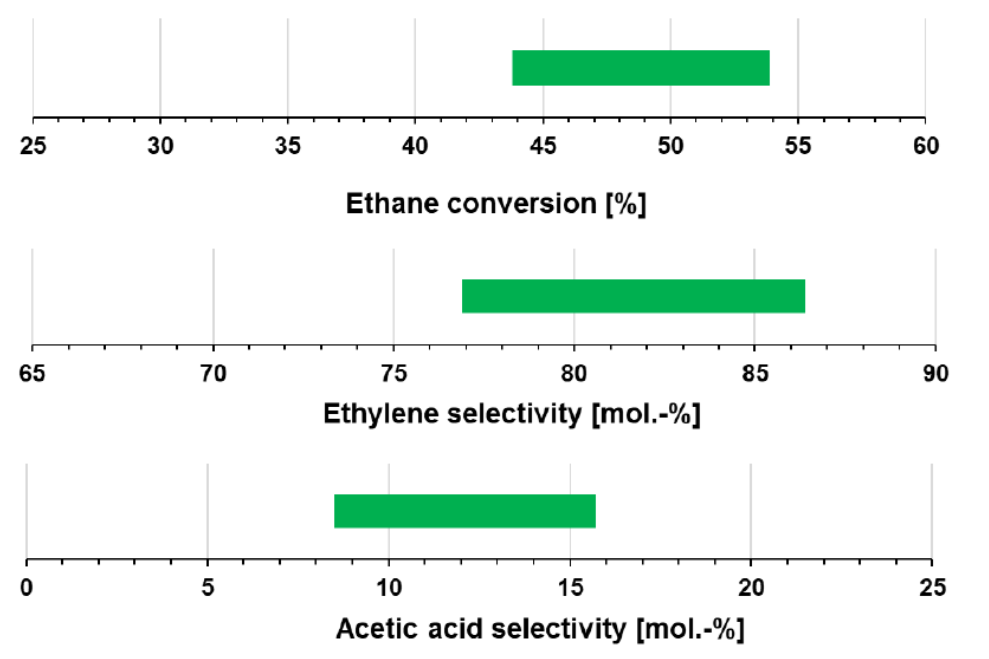
この技術は、触媒によりエタンと酸素を選択的に変換することで、エチレンと酢酸が生成され製品となります。反応は低圧・温度400℃以下で、分解炉に比べると大幅にマイルドな条件となっています。デモプラントの運転データからは、エタンの転化率を50%とした条件では、エチレンと酢酸の選択性の合計は93%以上が得られています。
本プロセスは、新規の独立したプラントとして設置することも、既存のエチレンプラントと統合することも可能です。プロセスフローの概念図は、以下の通りです。新しく開発された触媒プロセスと、一般的によく知られている分離精製プロセスを組み合わせたものです。
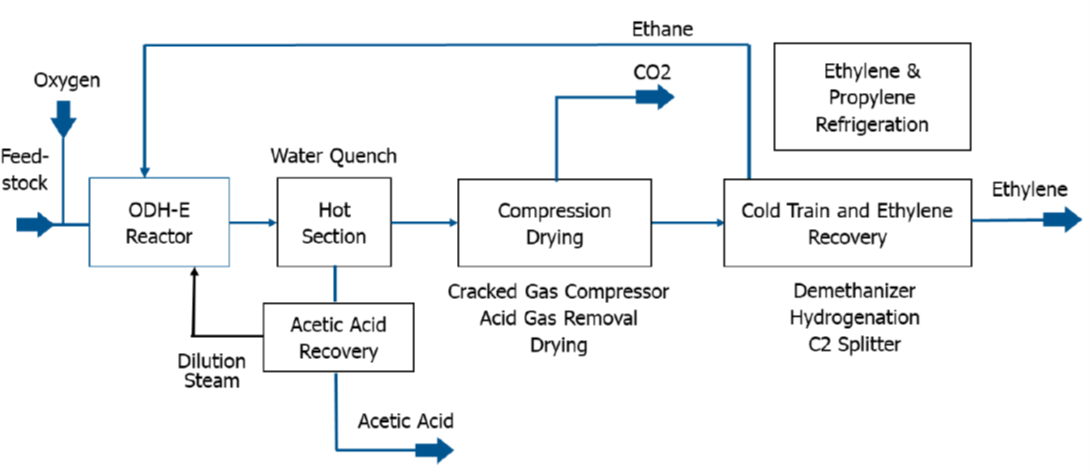
本技術には、反応器で発生した二酸化炭素を副産物として利用するための回収工程がすでに含まれていることも有利な点と言えます。一方、純度の高い酸素が必要なため空気分離装置が必要になります。また、酸素製造の動力原単位は95 vol%純度の場合では0.275~0.295 kWh/Nm3であり、大きなエネルギーが必要となります。
これらを考慮し、本技術と従来の熱分解技術の二酸化炭素の排出量を比較したのが下表になります。従来型電力を使用した場合でも、大幅に改善されていることが分かります。空気分離装置による酸素製造を含んでも、回収した二酸化炭素を利用する場合、二酸化炭素排出原単位は従来の熱分解に比べて約32%削減されます。また、二酸化炭素の有効利用が出来ず、排出しなければならない場合でも、23%の排出削減が可能です。
カーボンニュートラルまたは再生可能エネルギー源から電力が供給される場合、さらに大きな改善の可能性があります。回収した二酸化炭素の有効利用により、従来の熱分解によるエチレン製造と比較して、二酸化炭素排出量を63%削減することができます。
| 熱分解 | EDHOXTMと空気分離装置 (コンプレッサーは電化、電力は再エネ由来) | EDHOXTMと空気分離装置 (コンプレッサーは電化、電力は従来) | |||
| 二酸化炭素利用ケース | 二酸化炭素排出ケース | 二酸化炭素利用ケース | 二酸化炭素排出ケース | ||
| 二酸化炭素排出量(%) | 100 | 37 | 46 | 68 | 77 |
本技術は、ラボ試験とパイロット試験段階を終え、商業利用のための実証プラントでの検証に成功している状況です。
Chemical Looping ODH Technology|金属酸化物を介して酸素とエタンを反応
Linde EDHOX™ Technologyでは高純度の酸素が必要ですが、EcoCatalytic社はこの代わりに金属酸化物(MexOy)に触媒と酸素キャリアの機能を持たせ、ケミカルルーピングの原理を応用した技術「Chemical Looping ODH Technology」を開発中です。
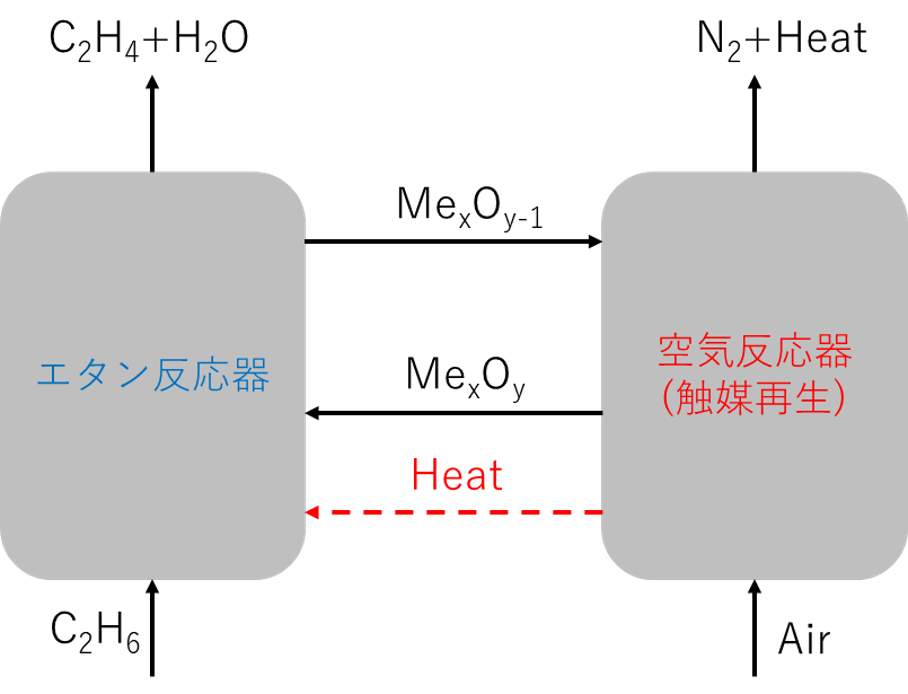
この技術は、酸素とエタンを直接反応させるのではなく、酸素キャリアである金属酸化物を介して反応させます。酸素キャリアは、エタンをエチレンに酸化する酸素を触媒的に供給し、副産物として水を生成します。この装置の構造は、空気反応器とエタン反応器とで構成され、その間を酸素キャリア粒子が循環するものです。空気反応器では、金属酸化物粒子が空気中の酸素と反応して酸化します(式[3])。同時に還元プロセスを支える熱を生成します。酸化した酸素キャリア粒子は、エタン反応器へと送られます。エタン反応器では酸素キャリア粒子とエタンとが接触し、酸素キャリア粒子中の酸素とエタンとが反応(式[4])する一方、酸化した酸素キャリアは還元され、再び空気反応器へ戻るというプロセスを繰り返します。
空気反応器 MexOy-1 + 1/2 O2 → MexOy [3]
エタン反応器 C2H6 + MexOy → C2H4 + H2O + MexOy-1 [4]
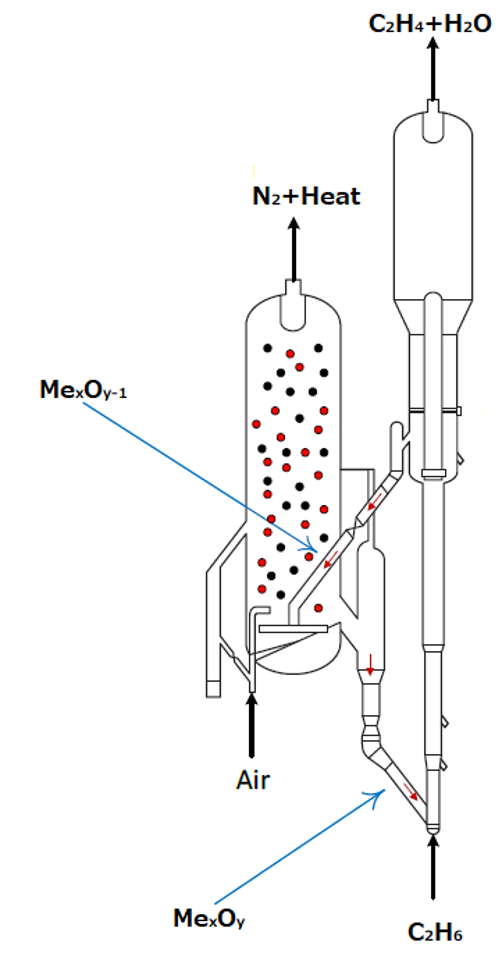
このChemical Looping ODHの反応器は、下図に示す循環流動層を想定しています。また、下流の回収部門はLinde EDHOX™ Ethylene Technologyと同様、従来の分離精製プロセスとなります。流動接触分解装置と同様に、循環触媒の再生と補充を連続的におこなうため、2〜3年程度の連続運転は可能です。本技術を使用すれば、1基の大規模流動床反応器で、分解炉6~8基と同じエタン供給量を変換できる可能性があります。50日程度ごとにおこなうデコーキング運転も不要となります。さらにLinde EDHOX™ Ethylene Technologyでは空気分離装置を併設する必要がありましたが、その必要はありませんし、可燃物であるエタンと酸素を直接反応させる危険性もありません。
EcoCatalytic社の国際特許出願公報 WO2018/005456A1によると、運転温度840℃、エタンの転化率80%の条件のもと、エチレンへの選択性は73%と非常に高い結果が得られています。
本技術が完成すれば、エチレン生産に伴う二酸化炭素排出量を80%削減できる可能性があります。しかし、パイロット装置(エチレン生産量30kg/日)はすでに1,000時間以上稼働している一方、熱や流動に関しての課題があります。EcoCatalytic社によると、商業化する前に、このパイロット装置からさらにスケールアップする必要があるとのことです。
分解炉の製品収率向上でエネルギー消費を低減する炭化水素分解技術|RotoDynamicReactor™ (RDR)|
フィンランドのベンチャー企業であるCoolbrook社は、従来の分解炉の製品収率を向上させ、エネルギー消費を低減する炭化水素分解技術であるRotoDynamic Reactor™(RDR)を開発中です。熱分解を電動化することにより、二酸化炭素排出を大幅に削減する技術です。このRDR技術は、高速ローター(最大24,000rpm)により、外部熱源を用いずに反応器内で運動エネルギーを熱エネルギーに変換するものです。別の言い方をすると、ガスを非常に高速に加速し、ディフューザーで減速させることにより、流体の温度を上昇させるというものです。
ナフサを原料とする場合、この新技術によりオレフィン収率が大幅に向上することが期待されます。この高収率は、熱分解反応における短い滞留時間と高い温度によるものです。従来の熱分解では、滞留時間0.2〜0.5秒、温度800〜850℃であるのに対し、RDRでは滞留時間0.05秒未満、温度980℃です。これによりオレフィンの選択性が大幅に向上します。その他の利点としては、コーキングが少ないこと、蒸気比率を50%から30%に設定できること、副生成物が少ないこと、リサイクルストリームが少ないため高い収率が得られることなどが挙げられます。
本技術は、エタンの酸化脱水素技術と同様、新規の独立したプラントとして設置することも、既存のエチレンプラントと統合することも可能です。プロセスフローの概念図は、以下の通りです。この下流には一般的な分離精製プロセスが必要となります。
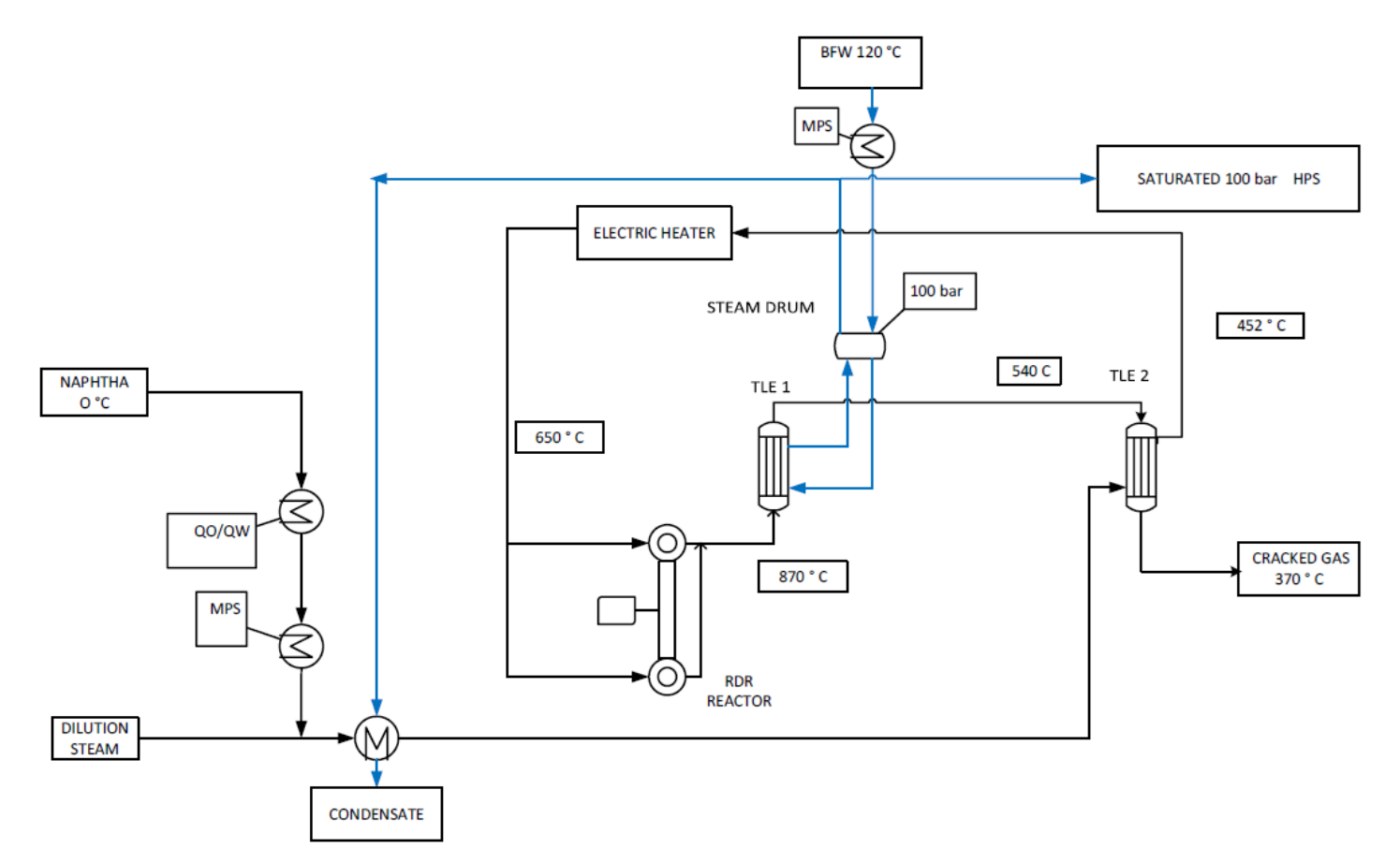
このRDR反応器は、既存の分解炉のおよそ10分の1程度の大きさとなります。

一方、二酸化炭素排出量については、再生可能エネルギー由来の電力を使用しない場合、これまでのナフサの熱分解とほとんど変わりません。これは、熱分解をおこなう分解炉の熱効率が約94%と非常に高い反面、火力発電の熱効率は44%(2018年の国内平均)と低いためです。再生可能エネルギー由来の電力を使用し、分離精製系で使用するコンプレッサーを全て電力にすれば、二酸化炭素排出量は熱分解の10%以下となります。この結果は、熱分解を燃焼ではなく電気で行えば二酸化炭素排出を大幅に削減できる可能性があることを示しています。
Coolbrook社は、2022年12月にオランダのGeleenにあるBrightlands Chemelot CampusにRDRのパイロット装置を完成させ、稼働を開始させました。2023年に化石由来のナフサによるスチームクラッキングを実証することに成功しました。翌2024年には技術の堅牢性および汎用性を確認するため、テストに使用する原料の範囲を広げ、2025年には100%プラスチック廃棄物由来の分解油のスチームクラッキングに成功しました。本技術が、完全電化かつ100%廃プラ原料によるオレフィン製造の実現可能性を世界で初めて実証したことになります。サーキュラーケミカル(循環型オレフィン生産)実現への大きな前進であると言えるのではないでしょうか。
公開情報によると、RDRは高い温度を短時間で生み出すため、エチレン収率を大きく増加させています。分解温度は900℃、滞留時間は0.05秒の条件にて、42~43wt%のエチレンの収率が得られています。炎を使わないため、コイルの表面温度も低くなり、コーキングが抑制され、Run-Lengthの大幅な延長につながります。エチレンの収率が大きくなることは、収益の改善だけでなく、単位エチレンあたりの二酸化炭素排出量削減が期待できます。
なお、Technip Energies社とSimens Energy社が共同で開発しているRotating Olefins Cracker(ROC)テクノロジーも同様の原理に基づいた技術です。
バイオエタノールの脱水反応によるバイオエチレン製造
中南米最大の総合石油化学会社Braskem S.A.は、2010年より植物由来(サトウキビ)のエタノールを脱水して年間20万トン/年(2023年に26万トン/年に増強)のエチレンを製造する技術を事業化しました。このエチレンを原料としたプラスチックは、サトウキビの生育段階で二酸化炭素を吸収しているため、持続可能な方法でバイオマス(ここではサトウキビ)が生産された場合であればその吸収量と廃棄物として焼却される際の二酸化炭素の排出量を等しいとみなすことができるため、両者を相殺(カーボンニュートラル)することで、製造・輸送工程を含め、従来の化石由来に比べて、二酸化炭素排出量が70%削減となります。現在、このバイオエチレンの生産量は年間約100万トン(2021年)で、全世界の年間エチレン生産量1億8千万トン(2024年)のごくわずかな割合にとどまっています。しかし、多くの企業で循環型社会実現に向けた取組みの一つとして本技術は注目されております。
国内では、2022年に住友化学株式会社が、環境配慮型エタノールを原料とするエチレンの試験製造設備を千葉工場に完成させました。この設備は Axens社の Ethanol-to-Ethylene 技術(Atol®)を利用したパイロットプラントです。エタノール由来のエチレンおよびポリオレフィンの製造技術確立を目的に順調に稼働していると報告されています。
既に商業化されていますので、技術成熟度の観点からは、これまで本記事でご紹介してきた新興技術とは異なります。本技術の一つであるTechnip Energies社のHummingbird® Processを紹介します。
運転温度は200℃~270℃、固定床触媒の反応器で、エタノールはジエチルエーテルを経由しエチレンに脱水反応されます。
C2H5OH → C2H4 + H2O
エチレンの選択性は99%以上であり、副生成物も少なく、プロセス全体は非常にシンプルなものです。
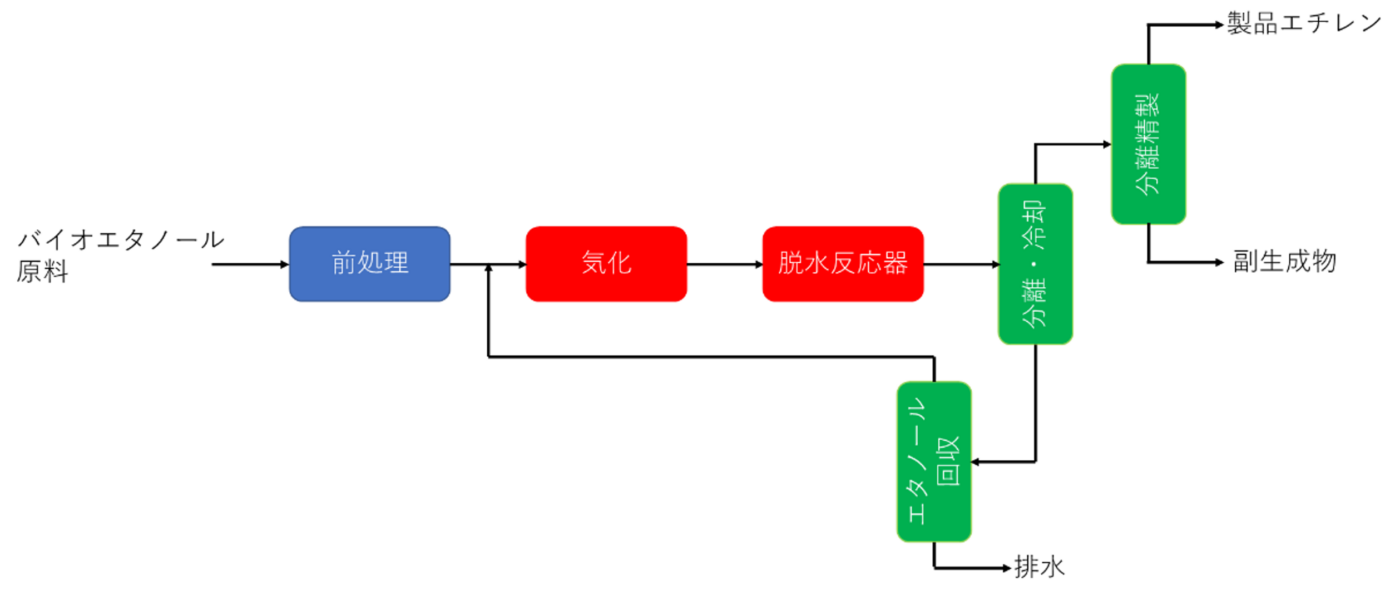
一方、課題としては従来のスチームクラッキングに比べて、製造コストが大きくなってしまう点です。原料エタノールの40%は排水となってしまうため、製造コストに占めるエタノールの割合が非常に大きくなります。
ライセンサーとしては、前出のBraskem社、Axens社のAtol®プロセス、Technip Energies社のHummingbird®プロセスの他には、Petron Scientech, Inc.が挙げられます。
また、このバイオエタノールの脱水によるエチレン製造技術は、バイオ燃料製造技術(ATJ = Alcohol To Jet)の一部として使われています。生成されたエチレンを低重合させて、SAF(Sustainable Aviation Fuel)を合成します。
バイオマスナフサの利用
三井化学は2021年12月に、国内企業として初めて分解炉に化石由来のナフサとともにバイオマスナフサの投入を行いました。バイオマスナフサとは文字どおり、再生可能なバイオマス(植物など生物由来の有機性資源)から生成された化石由来ナフサ相当の炭化水素です。バイオマス由来原料は、生育過程で大気中の二酸化炭素を吸収するので、最終的に燃やしても二酸化炭素収支としてはプラスマイナス0であり、バイオエタノールの利用と同様に「カーボンニュートラル」です。
このバイオマスナフサを原料としたプラスチックなどの誘導品は、「マスバランス(物質収支)方式」によるトレーサビリティを管理した上で提供されています。
マスバランス方式によるトレーサビリティ管理は、すでに紙やパーム油、カカオなど多様な業界で適用されている手法で、三井化学ではバイオマス原料のインプットに合わせて、アウトプットのみなしバイオマス割合をバランス管理しています。例えば、実際は石油ナフサとバイオマスナフサが製造工程で混ざって造られたプラスチックであっても、この収支バランス手法を活用すれば任意の製品の任意の数量を「100%バイオマス由来」と見なすことができます。
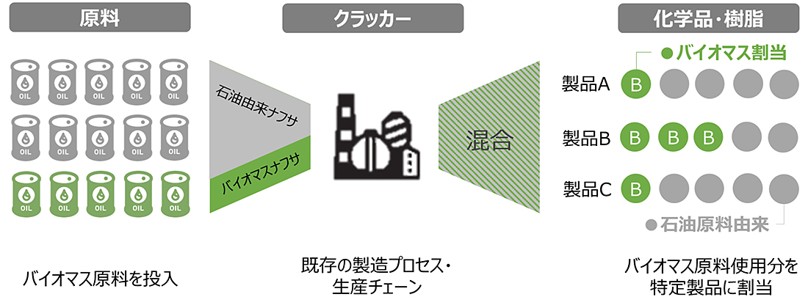
バイオマスナフサは化石由来のナフサと混合できるため、既存の設備をそのまま利用できる利点があります。
バイオマスナフサの利用に近い取り組みとして、廃プラスチックの油化によるナフサの利用があります。
三菱ケミカルとENEOSが共同で建設を進めてきた、使用済みプラスチックのケミカルリサイクル設備が三菱ケミカル茨城事業所に2025年7月に完成しました。商業ベースでは国内最大規模となる年間2万トンの処理能力を備えたケミカルリサイクル設備で、廃プラスチックを、イギリスMura Technology 社の超臨界水技術により、化学的に液化し、油化処理を行います。製造された油(リサイクル生成油)は、両社の既存設備である石油精製装置およびエチレンプラントにおいて原料として使用され、石油製品や各種プラスチックへと再製品化されます。
なお、同様に廃プラスチックの油化による資源循環の取り組みとして、日揮グループでは「Pyro-Blue ®」という独自の油化(熱分解)プロセス技術を所有しており、廃プラスチックの資源循環を目的とした同技術のライセンス事業の展開を進めています。
まとめ
従来のスチームクラッキングと異なるエチレン製造プロセスは、現時点ではコスト面で不利な点があるものの、二酸化炭素排出量削減や脱炭素化の観点から、長期的には以下の大きな可能性を示していると考えています。
- カーボンプライシングの仕組みが世界的に増加し、バイオベースの選択肢はより競争力を持つようになります
- 技術の進歩により、原料の生産コストが削減されます
- 持続可能な製品を求める消費者および規制の圧力が、今後さらに高まります
- 循環型経済の取り組みは、新たな需要の流れと市場を生み出します
今回の記事では、各社で開発が進められている、より二酸化炭素の排出が少ないプロセスをご紹介しました。次回の記事では、エチレンプラントの電化も含めたゼロエミッションの可能性について解説する予定です。
【参考文献】
(1) 石油学会、新版石油化学プロセス 講談社(2018)
(2) John A. Sofranko、Luke M. Nealら、Reducing Emissions from Olefin Production via Chemical Looping ODH Technology、2015 AIChE Spring National Meeting
(3) Gunther Kracker、Oxidative Dehydrogenation of Ethane、2020 AIChE Spring National Meeting
(4) 越後谷悦郎、渡辺徹、接触的酸化脱水素、有機合成化学 第27巻第3号(1969)
(5) Linde社ホームページ
(6) 浅野浩一、中尾吉伸、高効率酸素製造技術の開発動向(2015)
(7) 吉田一雄、小野崎正樹、ケミカルルーピング燃焼技術、季報 エネルギー総合工学 第33巻第1号(2010)
(8) John A. Sofranko、Flameless Combustion: Chemical Looping Ethane to Ethylene (https://arpa-e.energy.gov/impact-sheet/ecocatalytic-open-2012)
(9) Subondh Sarinら、PEP Report 29M Reduced Carbon Intensity Ethylene Production、HIS Markit(2021)
(10) Alexander H. Tullo、The search for greener ethylene、c&en volume 99 issue 9
(11) Harri Johannesdahl、RDR – Revolution in Ethylene Yield、2018 AIChE Spring National Meeting
(12) Harri Johannesdahl、RDR eReactor: CO₂-Free Steam Cracking、2021 AIChE Spring National Meeting
(13) TEPCOホームページ
(14) CoolBrook社ホームページ
(15) Paul Langston, Ethanol to Ethylene Conversion, Hummingbird Technology(2018)
(16) 三井ケミカルグループホームページ
(17) 三菱ケミカルホームページ
(18) 化学ネットワーク、バイオマスナフサとは?脱石油のバイオマス資源について詳しく解説(【環境】バイオマスナフサとは?脱石油のバイオマス資源について詳しく解説|化学ネットワーク(化学解説・業界研究・就職) (subarun.com))
【特許】
(1) WO2018/005456A1、John A. Sofranko 、Enhanced oxygen transfer agent systems for oxidative dehydrogenation of hydrocarbons (2018)
この記事をシェアする