ゴミは宝の山だ!埋めず、燃やさずに「ゴミ」を「資源」に変える -第2話-

目次
はじめに
第1話では、あらゆる可燃性廃棄物を石炭に近い燃料に変えることができる「水熱分解技術」を紹介しました。石炭火力からのCO₂排出削減策として、「バイオマス混焼」という技術があります。この技術については、株式会社三井物産戦略研究所発行の「国内で注目を集める石炭火力発電でのバイオマス混焼の今後の見通し」というレポートの中で詳しく解説されています。
このレポートによれば、国内の大型石炭火力発電は微粉炭焚ボイラを採用しており、微粉炭機の石炭の粉砕能力等の制約から、熱量比で3%程度までしかバイオマスを混焼できないといわれてきました(図1の青色部分)。
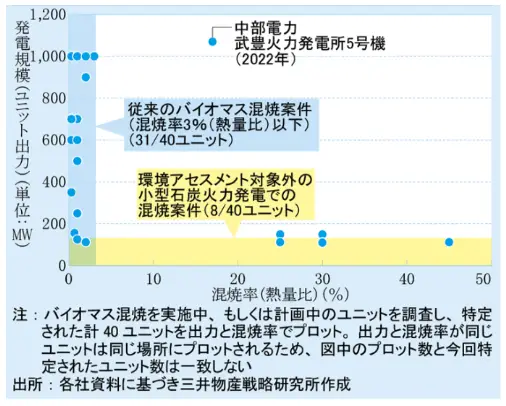 図1 発電規模と混焼率から見た国内のバイオマス混焼案件動向(計画中の案件を含む)
図1 発電規模と混焼率から見た国内のバイオマス混焼案件動向(計画中の案件を含む)
出典:三井物産戦略研究所「国内で注目を集める石炭火力発電でのバイオマス混焼の今後の見通し」
しかし、近年、設備改良をせずに従来の石炭火力発電所にそのまま投入できるブラックペレットと呼ばれる新たな燃料が開発されています。上記のレポートには、従来のホワイトペレットとブラックペレットの比較がまとめられています(図2)。
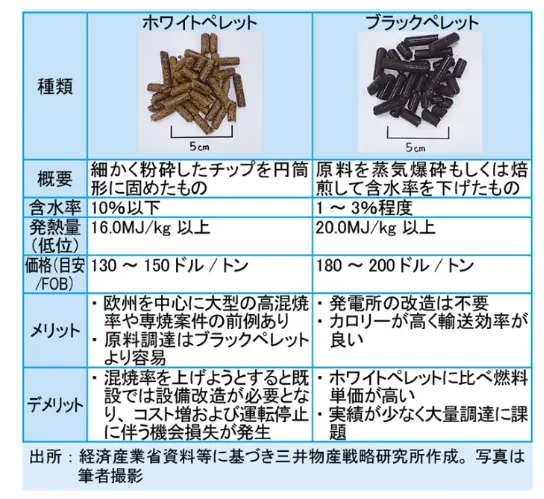 図2 ホワイトペレットとブラックペレットの比較
図2 ホワイトペレットとブラックペレットの比較
出典:三井物産戦略研究所「国内で注目を集める石炭火力発電でのバイオマス混焼の今後の見通し」
水熱分解によるバイオマスからのブラックペレットの製造
私の研究室では、インドネシアやマレーシアに大量に発生する未活用のEFB(Empty Fruit Bunch:パーム椰子房から果実を取り出した後に残る残渣物である空果房)の水熱分解によるブラックペレットの製造の研究を行いました(文献1:Sirawasith Ruksathamcharoen, Teerapong Chuenyam, Pimpet Stratong-on, Hideki Hosoda, Lu Ding, Kunio Yoshikawa, Effects of hydrothermal treatment and pelletizing temperature on the mechanical properties of empty fruit bunch pellets, Applied Energy, 2019, 251, 113385.)。
固体物質の破砕性を評価する指標として、ハードグローブ粉砕性指数(HGI)がありますが、石炭のHGI値は、30(粉砕に対する抵抗が強い)~100(より簡単に粉砕)の間にあります。
(参照:SGS「ハードグローブ粉砕性指数」)
第1話で紹介したインドネシアの水熱分解技術を用いた一般廃棄物処理施設(反応器内容積10m3)で、生のEFBを反応温度180℃、反応圧力2MPa、反応時間30分で水熱分解しました。その時の写真を図3に示します。
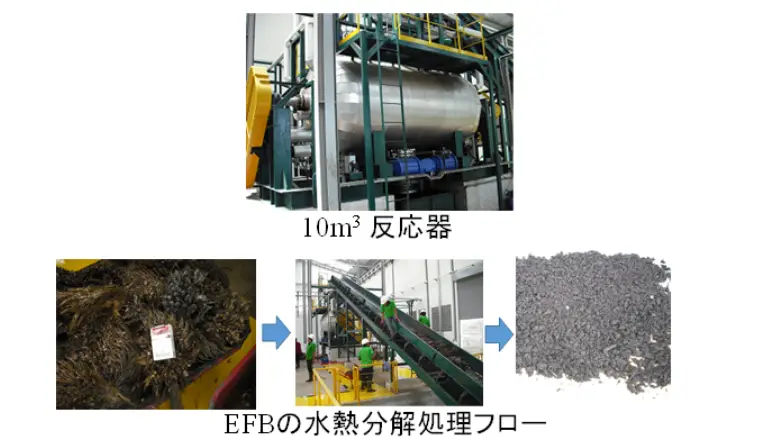 図3 インドネシアにおけるEFBの水熱分解実証実験
図3 インドネシアにおけるEFBの水熱分解実証実験
水熱分解後のEFBから、後述するように含有するアルカリ金属を除去するために、洗濯機を用いて水洗・脱水し、乾燥させた生成物(HTW-EFB)の元素分析・工業分析・発熱量・HGI値を生のEFBの乾燥物(RAW-EFB)のそれらと比較した結果を表1に示します。この表から、HGI値が低く、破砕が困難であったEFBが、水熱分解処理によって、石炭並みのHGI値を持つ、破砕性に優れた物質に変換されていることがわかります。また発熱量も30%ほど増大しており、図2に示したブラックペレットの特長が、水熱分解処理によって実現できていることがわかります。
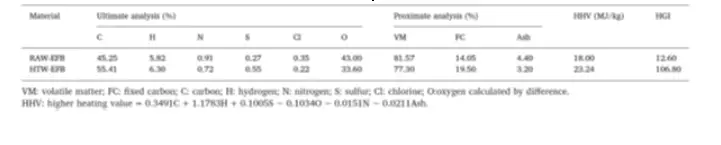 表1 水熱分解前後でのEFBの特性の比較
表1 水熱分解前後でのEFBの特性の比較
さらに、水熱分解前後のEFBについて、簡単なペレット成型機を用いて、成型温度を変えた時に、得られるペレットの耐久性を示すPellet Durability Index(PDI)(ペレットに一定の力を作用させた時に割れを生じない割合)の値がどのように変化するのかを調べた結果を図4に示します。
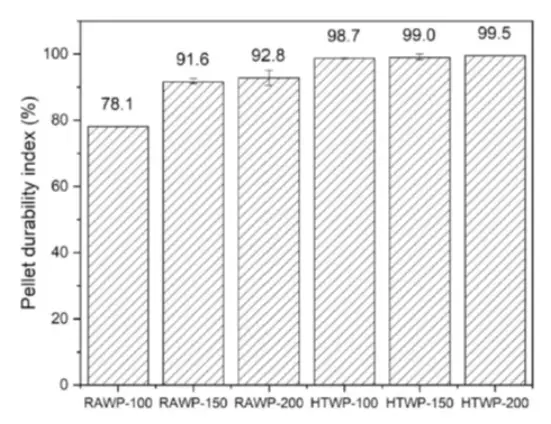 図4 水熱分解処理前後での成型温度とPDI値の関係(RAWPは水熱分解処理を行わないEFBペレット、HTWPは水熱分解・水洗処理後のEFBペレットを示し、100、150、200の数字はそれぞれ成型温度(℃)を示す)水熱分解前のEFBは、成型温度の上昇に伴って、PDI値が大きく増加しているのに対して、水熱分解後のEFBは、成型温度にそれほど依存せずに高いPDI値を示しています。ちなみに、欧州のペレット規格では、97.5以上のPDI値を持つペレットが低級クラス(Bクラス)で、98.0以上のPDI値を持つペレットが高級ペレット(A1及びA2クラス)に分類されています(Council UP. EN Plus Quality Certification Scheme For Wood Pellets. Part 3 – Pellet Quality Requirements. Brussels, Belgium: European Pellet Council (EPC); 2015)。
図4 水熱分解処理前後での成型温度とPDI値の関係(RAWPは水熱分解処理を行わないEFBペレット、HTWPは水熱分解・水洗処理後のEFBペレットを示し、100、150、200の数字はそれぞれ成型温度(℃)を示す)水熱分解前のEFBは、成型温度の上昇に伴って、PDI値が大きく増加しているのに対して、水熱分解後のEFBは、成型温度にそれほど依存せずに高いPDI値を示しています。ちなみに、欧州のペレット規格では、97.5以上のPDI値を持つペレットが低級クラス(Bクラス)で、98.0以上のPDI値を持つペレットが高級ペレット(A1及びA2クラス)に分類されています(Council UP. EN Plus Quality Certification Scheme For Wood Pellets. Part 3 – Pellet Quality Requirements. Brussels, Belgium: European Pellet Council (EPC); 2015)。
水熱分解による低アルカリ金属ブラックペレット製造
バイオマスの中には、EFBのようにカリウムなどのアルカリ金属含有量が高いものがあり、トレファクションや爆砕で製造されるブラックペレットには、アルカリ金属が残るという問題があります。アルカリ金属濃度が高いと燃料中の灰分の融点が低下し、ボイラ内で灰付着などのトラブルを引き起こす原因となります。そのため、EFBの燃料としての活用が進んでいないのが現状です。
そこで、私の研究室では、EFBを水熱分解処理し、生成物を水洗処理することでカリウム濃度の低減が図れるのではないかと考え、内容積500mLのオートクレーブ装置を用いて、EFBの水熱分解処理を行い、その後に水洗処理を行う場合と行わない場合でのカリウムの除去率を比較しました(文献2:Srikandi Novianti, Ilman Nuran Zaini, Anissa Nurdiawati and Kunio Yoshikawa, Low Potassium Content Pellet Production by Hydrothermal-Washing Co-treatment, International Journal of Chemistry and Chemical Engineering Systems, 2016, 1, 28-38)。
図5には、水熱分解の反応温度を変化させた時の、水洗処理前後でのカリウム除去率の変化を示します。(文献2より)
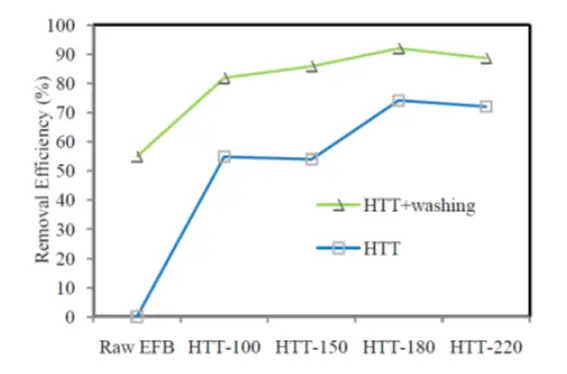 図5 水熱分解処理のみとそれに水洗処理を組み合わせた時のEFBからのカリウム除去率の変化
図5 水熱分解処理のみとそれに水洗処理を組み合わせた時のEFBからのカリウム除去率の変化
この図から、水洗処理のみでもEFBから約50%のカリウムが除去できるものの、水熱分解処理を行うことでカリウム除去率が向上し、それに水洗処理を組み合わせることでさらにカリウム除去率が上昇し、水熱分解反応温度が180℃で、約90%のカリウム除去率が達成されていることがわかります。石炭代替燃料中のカリウム濃度は、一般的に0.3%程度以下であることが望ましいと言われており、EFB中には最大で3%程度のカリウムが含まれていることから、加水分解+水洗という処理法が、EFB中のカリウム除去に有効であると言えます。
また、簡単なペレット製造装置で、150MPaの圧力でペレット成型した後の写真を図6(文献2より)に示します。水熱分解処理後のペレットは表面に溶けたリグニンによって光沢があり、より強度の高いブラックペレットになっていることがわかります。
 図6 未処理と水熱分解処理後(HTT:180℃と220℃)、水熱分解(HTW:180℃と220℃)・水洗処理後のEFBから製造されたペレット 以上の結果を受けて、文献1には、インドネシアでのEFBの処理実験結果に基づき、商用規模の設備の構成及びそのエネルギー収支が示されています(図7)。このエネルギー収支の分析結果に基づけば、EFBの持つエネルギーの約90%を製造されるブラックペレットが保有しており、水熱分解処理が極めて高効率のプロセスであることがわかります。また、EFBから除去されたカリウムは、水洗水中に移行していることから、水洗水を液肥としてパーム農園で活用できる可能性があります。水熱分解処理液の液肥としての利用については、第3話でご紹介したいと思います。
図6 未処理と水熱分解処理後(HTT:180℃と220℃)、水熱分解(HTW:180℃と220℃)・水洗処理後のEFBから製造されたペレット 以上の結果を受けて、文献1には、インドネシアでのEFBの処理実験結果に基づき、商用規模の設備の構成及びそのエネルギー収支が示されています(図7)。このエネルギー収支の分析結果に基づけば、EFBの持つエネルギーの約90%を製造されるブラックペレットが保有しており、水熱分解処理が極めて高効率のプロセスであることがわかります。また、EFBから除去されたカリウムは、水洗水中に移行していることから、水洗水を液肥としてパーム農園で活用できる可能性があります。水熱分解処理液の液肥としての利用については、第3話でご紹介したいと思います。
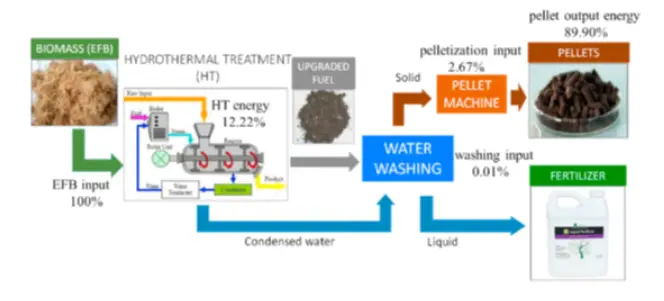 図7 商用規模のEFBからの低カリウム含有ブラックペレット製造設備の構成とエネルギー収支
図7 商用規模のEFBからの低カリウム含有ブラックペレット製造設備の構成とエネルギー収支
水熱分解による低塩素ブラックペレット製造
第1話では、水熱分解技術を用いた一般廃棄物や医療廃棄物の石炭代替燃料への転換について紹介しましたが、得られる粉体状の生成物を成型することで、ブラックペレットを製造することができます。しかし、一般廃棄物や医療廃棄物中には塩化ビニル材が含まれており、そのまま成型したのでは、塩素濃度の高いブラックペレットになり、ボイラ等の燃焼機器の腐食の問題を引き起こします。
ブラックペレットを石炭代替燃料として利用する場合、塩素濃度は0.3%程度以下に抑える必要があります。そこで、私の研究室では、一般廃棄物から得られる水熱分解生成物からの塩素除去の研究に取り組みました。まずは、塩化ビニル由来の有機塩素が、水熱分解過程でどのような挙動を示すのかを調べました(文献3:Pandji Prawisudha, Tomoaki Namioka, Lu Liang and Kunio Yoshikawa, Dechlorination of simulated plastic waste in lower temperature employing hydrothermal process and alkali addition, Journal of Environmental Science and Engineering, 2011, 5, 432-439)。
この研究では、我が国の一般廃棄物中のプラスチックの平均的な組成を模擬したサンプルにセルロースを加え、それに消石灰を加えない場合(P1試料)と加えた場合(P2試料)の2種類の試料について、内容積3m3の商用設備を用いて水熱分解処理を行いました。表2に両試料の組成や水熱分解の反応条件を示します。(文献3より)
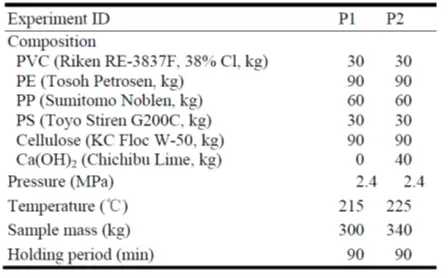 表2 一般廃棄物中のプラスチック材の模擬試料組成と水熱分解の反応条件
表2 一般廃棄物中のプラスチック材の模擬試料組成と水熱分解の反応条件
図8(文献3より)には、水熱分解処理後の残渣の様子を示します。P1の試料については、反応器の中でプラスチック材が溶けて塊になっていますが、消石灰を加えることで、より細かな粒子となり、塊も脆くなっていることがわかります。
 図8 P1試料(左)とP2試料(右)からの水熱分解生成物
図8 P1試料(左)とP2試料(右)からの水熱分解生成物
また、表3(文献3より)には、水熱分解処理前後での試料中の無機塩素と有機塩素の濃度の変化の様子を示します。P1試料の場合、水熱分解後には、固液分離が可能な生成物が得られ、塩化ビニル材中の有機塩素の大部分が、固液分離後の液中の塩化水素と固体残渣中の無機塩素に転換されていることがわかります。
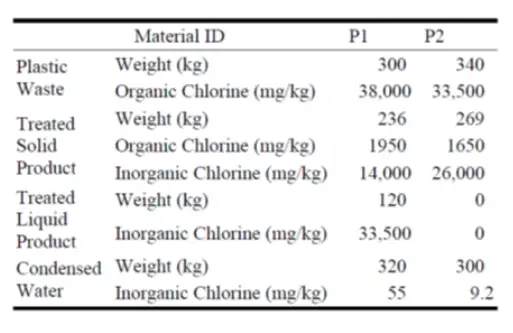 表3 水熱分解処理前後での試料中の塩素濃度の変化
表3 水熱分解処理前後での試料中の塩素濃度の変化
塩化ビニル材中の有機塩素は、水に溶けませんが、一旦無機塩素に転換できれば、水洗処理で除去可能なはずです。そこで、内容積3m3の商用水熱分解処理設備で、一般廃棄物を処理し、その生成物に対して、水を満たしたビーカー中でスターラーで攪拌しながら水洗を行い、無機塩素がどの程度除去可能かを調べました(文献4:Bayu Indrawan, Pandji Prawisudha and Kunio Yoshikawa, Chlorine-free solid fuel production from municipal solid waste by hydrothermal process, Journal of the Japan Institute of Energy, 2011, 90, 1177-1182)。
乾燥させた生成物と水洗水の重量比を変えた時の無機塩素の除去率の変化を図9(文献4より)に示します。この結果から、10倍量程度の水で洗えば、無機塩素の90%以上が除去可能であり、有機と無機を合わせた塩素濃度を目標値である0.3%程度まで落とせることがわかります。
以上より、塩化ビニル材を含む廃棄物を必要に応じて消石灰を加えて水熱分解し、水洗処理を行うことで、塩素含有量が低いブラックペレットの製造が可能となることがわかります。
一方、P2試料の場合は、生成物は固体のみで、塩化ビニル材中の有機塩素の大部分が、固体残渣中の無機塩素に転換されています。塩化ビニル材を熱分解する場合、本来は約250℃から脱塩素反応が始まりますが、反応器に注入された飽和水蒸気の一部が反応器内で凝縮水となり、塩化ビニル材から熱分解で放出される塩化水素が凝縮水中に溶け込むことで反応器内の塩化水素の分圧が低下することから、215℃の水熱分解温度でも脱塩素反応が進行し、有機塩素が無機塩素に転換されたと考えられます。
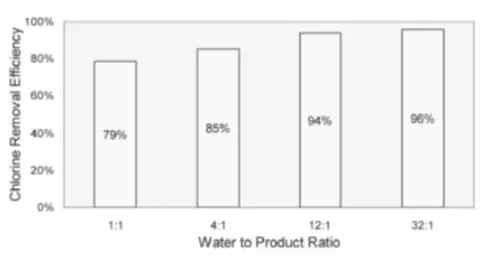 図9 水熱分解生成物と水洗水の重量比を変えた時の無機塩素除去率の変化
図9 水熱分解生成物と水洗水の重量比を変えた時の無機塩素除去率の変化
まとめ
以上、水熱分解技術を用いた、バイオマスや廃棄物からのアルカリ金属や塩素の含有量の少ないブラックペレットの製造に関する研究成果を紹介しました。こうして製造されるブラックペレットは、今後、微粉炭代替の再生可能燃料としての活用が期待されます。ただ、水熱分解の対象とする未利用資源が、生ごみや畜糞、下水汚泥などのようにプラスチック材を含まない純粋なバイオマスであれば、生成物を肥料や飼料として活用することも可能となります。
販売価格としては、飼料>肥料>燃料という順番になり、現在、燃料だけでなく、肥料や飼料の価格も高騰していることから、国産の有機資源からの肥料・飼料の製造も今後重要になってくるでしょう。
そこで、第3話では、水熱分解技術を用いた肥料製造について紹介し、最後に、水熱分解処理の大きな技術的課題である排水処理について、その有効利用を含めて、新しい技術をご紹介したいと思います。


この記事をシェアする