溶接技術の基礎知識|溶接方法・最新技術・品質管理のポイントも紹介 0

目次
機器製作やプラント建設の現場において、「溶接」は不可欠な技術です。適切な溶接方法の選定は、構造物の強度と安全性、耐久性を高めるだけでなく、資源の有効活用やエネルギー効率の向上といったサステナビリティの観点からも非常に重要です。 本記事では、溶接の基礎知識を起点に、代表的な溶接方法とその特徴、近年注目を集める先進的な溶接技術、さらには品質管理のポイントまで、わかりやすく解説します。
溶接とは?
溶接とは、主に金属材料を接合する技術で、主にアーク*、電気抵抗発熱やガス炎などの熱
源を利用して材料を溶融・融合させることで一体化させる方法を指します。
*アーク:電極間にガスを介して発生する高温の強い光を伴う放電現象。アークプラズマともいう。
溶接技術は、次のように私たちが生活で使うあらゆるものに使われています。
- 自動車:車のボディやフレームは溶接で組み立てられています
- 建物:鉄骨構造のビルや橋など、溶接がなければ成り立ちません
- 家電製品:冷蔵庫や洗濯機の内部構造にも溶接が使われています
- 家具:金属製の椅子やテーブルの脚なども溶接で接合されています
- 船舶・鉄道:安全性が求められる乗り物にも高精度な溶接技術が使われています
周囲を注意深く見渡してみると、身近な場所で溶接箇所を見つけられるかもしれません。
プラント建設における主要な溶接方法6つとその特徴
プラント建設では、機器製作をおこなう工場内溶接と、現地で鉄骨工事や配管工事をおこな う現場溶接があり、対象物の材質や作業環境を考慮して、複数の溶接方法の中から最適なも のを選びます。ここでは、プラント建設で採用されることの多い溶接方法を6つ紹介します。
SMAW(被覆アーク溶接)

SMAW(被覆アーク溶接)は、溶接棒の先端と母材との間にアークを発生させ、母材と溶接棒を同時に溶かして接合する溶接法です。設備構成がシンプルで、基本的かつ汎用性の高い溶接方法のひとつです。
GTAW(TIG 溶接)

GTAW(Gas Tungsten Arc Welding)は、一般的に「TIG(ティグ)溶接」と呼ばれます。 タングステン電極と母材の間にアークを発生させ、シールドガス(アルゴンなどの不活性ガス)で溶接部を保護しながら、溶融池にフィラー(溶加材)を挿入して接合する溶接法です。 他の溶接方法に比べて溶接能率は下がりますが、高品質な溶接が求められる場面で重宝さ れます。
GMAW(MAG 溶接)
GMAW(Gas Metal Arc Welding)は、一般的に「マグ溶接(Metal Active Gas 溶接)」と 呼ばれています。炭酸ガスや 80%アルゴン20%炭酸ガス混合ガスなどのシールドガスで溶接部を保護しながら、溶接ワイヤと母材との間にアークを発生させ、溶接ワイヤを自動供給しながら接合する溶接法です。溶接士がトーチを保持する半自動溶接と、ロボットがおこなう全自動溶接があります。溶着速度が速いのが特徴です。
FCAW(フラックス入りワイヤ溶接)
FCAW(Flux-Cored Arc Welding:フラックス入りワイヤ溶接)は、中空のワイヤ内部にフ ラックス(薬剤)を充填した溶接ワイヤと母材の間にアークを発生させて接合する半自動ま たは自動溶接法です。GMAW と同様、シールドガスで溶接部を保護しますが、アーク熱によって溶けたフラックスから発生したスラグが溶融金属を覆うため、特に上向き姿勢では溶融金属のたれ落ち防止に寄与するため、作業性に優れています。
SAW(サブマージアーク溶接)
SAW(Submerged Arc Welding、サブマージアーク溶接)は、溶接線上に散布された粒状のフラックスの中に送給した溶接ワイヤと母材の間にアークを発生させて接合する自動溶接 法です。高能率・高品質な溶接が可能で、主に厚板や造船や橋梁などの大型構造物や、圧力容器類の溶接に用いられます。
ESW(エレクトロスラグ溶接)
ESW(Electroslag Welding/エレクトロスラグ溶接)は、厚肉鋼板を鉛直方向に一層で一気に接合できる、大電流・高能率な自動溶接法です。アークを初期点火後にスラグに置換し、 その熱によって溶接を進めるという、ほかの溶接とは一線を画した特徴を持っています。プ ラント建設においては、前述の鉛直方向ではなく、主に下向き姿勢にて圧力容器の肉盛溶接に用いられます。
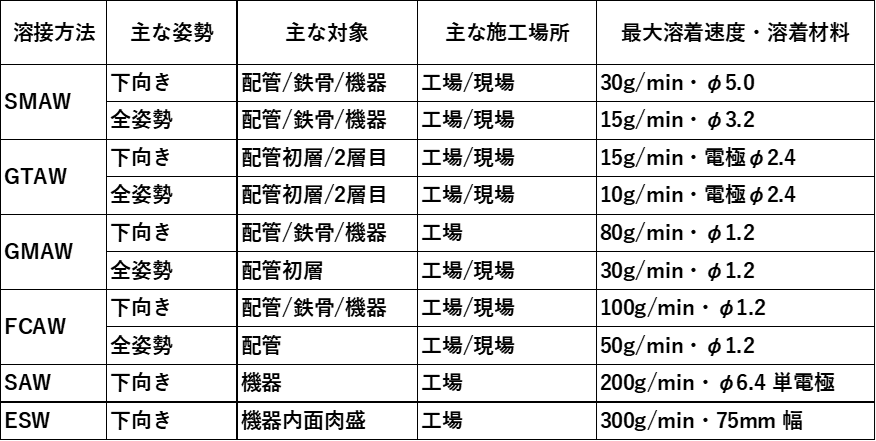
プラント建設における溶接方法の選定基準
工場製作では、SMAW(被覆アーク溶接)、GTAW(TIG 溶接)、GMAW(マグ溶接)、FCAW(フラックス入りワイヤ溶接)、SAW(サブマージアーク溶接)の 5 つの溶接方法から選定し、この順に溶接能率が高くなります。一方、建設現場では、全姿勢溶接が可能な SMAW(被覆アーク溶接)、GTAW(TIG 溶接)が主流で、FCAW(フラックス入りワイヤ溶接)が徐々に増えつつあります。
また、圧力容器等の工場溶接の製品は自動化や機械化が進んでいますが、配管は狭隘部や配管サイズが豊富なため自動化や機械化は難しく、手動溶接が中心です。
溶接姿勢とは?
溶接の際には、溶接したい部材(母材)に対して溶接作業者が適切な姿勢を取り、適切な向きで手元の作業をおこなうことが重要になってきます。溶接母材と作業者の位置関係や、溶 接動作を定めた型を「溶接姿勢」といい、下向き、横向き、立向き、上向きの4種類に分類されます。
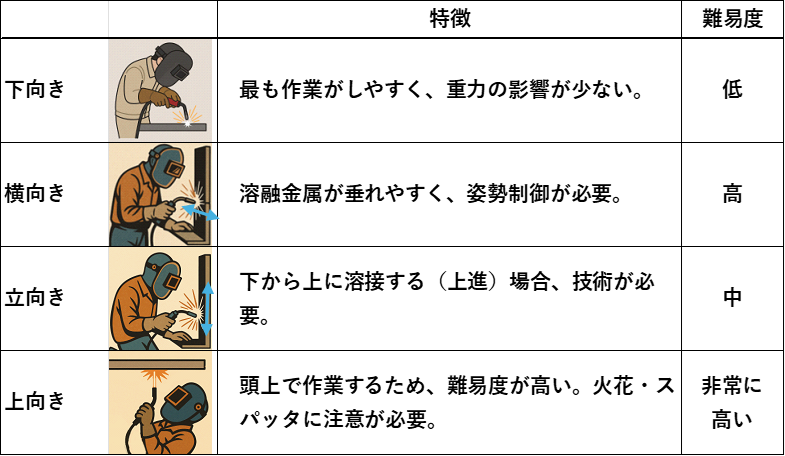
また、上記の 4 種類に加えて、すべての姿勢で溶接をおこなう「全姿勢」があります。
例えば、配管の 360 度溶接では、管の周囲を回って溶接するため、「全姿勢」の能力が求められます。
普及が期待される新しい溶接技術とは?
プラント建設の現場において、品質・安全・効率を追求する動きが加速する中で、次のような新しい溶接技術への期待も高まっています。
レーザーアークハイブリッド溶接
レーザーアークハイブリッド溶接(Laser-Arc Hybrid Welding)は、レーザー溶接とアーク溶接(主に GMAW(MAG 溶接))を同時に用いて、互いの利点を融合させた高度な溶接技術です。このハイブリッド方式は、アーク単独では限界があった深さ・速度を、レーザー単独では難しかった安定性や溶加量を補完し、溶接歪みの低減や開先精度の向上を可能することから、次世代の高能率接合として注目されています。
NBG GTAW
NBG GTAW とは、「No Backing Gas Gas Tungsten Arc Welding(裏当てガスなし TIG 溶接)」の略で、配管などの裏面にシールドガスを充填せずにおこなう GTAW(TIG)溶接技術です。従来の TIG 溶接では、ステンレス鋼などの溶接中に溶融金属が酸化しやすい材料を溶接する際、裏面の酸化を防ぐためにアルゴンなどの不活性ガスを配管内に流す「裏当て
ガス(バックシールド)」が必要でした。NBG GTAW はこの工程を省略しつつも、裏面の酸化や品質低下を抑えることが可能になり、裏当てガス(バックシールドガス)不使用によるコスト削減や作業安全性の向上、施工効率の向上にもつながります。

適切な溶接方法の選定がサステナビリティに寄与する理由

適切な溶接方法を選ぶことは、次のような観点からサステナビリティの向上にも貢献しま す。
資源・エネルギー効率の向上
GMAW(MAG 溶接)や FCAW は電気エネルギーの利用効率が高く、電力消費の抑制につながります。また、SAW(サブマージアーク溶接) は最もエネルギー利用効率が高く、自動溶接のため長時間連続運転が可能で、溶接停止回数が少なくなることにより、溶接材料ロ スを最小限にできます。
溶接品質の向上
GTAW(TIG 溶接) は高品質な溶接が可能ですが、溶接能率が低いため主に配管溶接の初層などに適用されます。
労働環境の改善
自動溶接(SAW) の導入により、作業者の肉体的な負担を軽減し、アーク熱や溶接時に生じる煙(ヒューム)の影響を低減できます。また、低スパッタ溶接(GMAW の短絡移行型 など) の採用で、スパッタ除去のためのグラインダ作業などを低減することが可能になり、 その結果粉塵の発生量も減少します。
CO2 排出量の低減
レーザーアークハイブリッド溶接 は開先精度向上により、溶接時の材料・エネルギー使用量を削減します。また、GMAW(MAG 溶接)プロセスをベースとした RMD、STT、CMT による NBG GMAW および前述の NBG GTAW は裏当てガス(バックシールドガス)を使用しないため、ステンレス鋼の溶接時に省略できたアルゴンガス量を生成する際のエネルギーが不要となります。また溶接量を減らすために高強度材料を選定し、板厚を低減させることなどを採用することで、必要な電力消費量を抑えつつ品質を維持することが可能になり ます。
溶接規格と品質管理のポイント

プラントを安定的に稼働しリスクを最小化するためには、溶接の品質管理が極めて重要です。この章では、溶接に関する規格と品質管理のポイントを紹介します。
プラント建設に関連する溶接規格
プラント建設における溶接に関連する代表的な規格は、AWS、JGS、ASMEの3つです。プロジェクトにおいては、「JIS または ASME に準拠して設計、製作、溶接認定、溶接施工管理および検査の実施、JIS または AWS に準拠した溶接材料を使用」というように、複数の規格を連携して使うケースも珍しくありません。用途や納入先に応じて、求められている規格を確認することが、品質と法令適合の鍵となります。
1.AWS(American Welding Society)
AWS はアメリカ溶接協会が制定する規格体系で世界的に利用されており、溶接材料および 鋼構造物に関する溶接施工要領書(WPS)、施工法確認試験記録(PQR)、溶接士技量認定 (WPQ)などを規定しています。溶接技術者の資格認証制度が厳格で、国際プロジェクトでも信頼性が高いのが特徴です。
2.JIS(Japanese Industrial Standards)
JIS は、日本政府(経済産業省)が制定・管理する産業規格で、溶接だけでなく、材料、機械、電気、建築などあらゆる工業分野を対象としています。国内の設計・製作・検査基準の 根幹であり、官民共通の基準として機能しています。
3.ASME(American Society of Mechanical Engineers)
ASME はアメリカ機械学会が策定する技術規格群で、特にボイラー・圧力容器規格(BPVC)や配管規格B31 が有名です。材料、構造計算及び設計、溶接工程、検査方法と合否判定などが詳細に定義されており、プラント、発電設備、化学機器などの国際標準として採用され ているため、法規制と強く結びつくことが多いです。
溶接品質管理のポイント
1.施工前
- WPS(溶接施工要領書)の作成:母材、溶接材料、溶接条件(電流、電圧、姿勢など)および熱処理条件などを明文化したもので、これは溶接士への作業指示書になります。
- 施工法確認試験の実施:WPS に基づいて施工法確認試験をおこないます。
- PQR(溶接施工法確認試験記録)の作成:施工法確認試験に合格したら、PQR を作成し試験体作成時の溶接条件と機械試験などの試験結果を記録します。 これは、溶接部の機械的性質の性能証明書になります。
- WPQ(溶接士技量認定)の取得:溶接士が正しく溶接できることを認証する溶接士技量認定を取得します。
2.施工中
- 前処理確認:母材の清掃、開先角度、ルートギャップなどを確認します。
- 溶接条件の管理:使用する電流・電圧・速度などが WPS に記載されている範囲内であるかチェックします。
- 中間検査:溶け込み状況・表面きずやスラグ残存がないことなどを目視確認・計測します。
- 溶接機材の点検:トーチ、電源、ケーブル接続などに異常がないかを確認します。
3.施工後
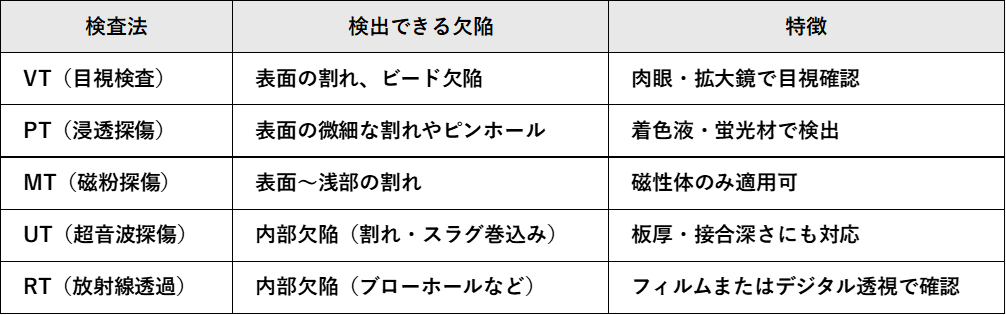
完成後の溶接部に対して、非破壊検査(NDE)*をおこないます。
*非破壊検査(NDE: Nondestructive Examination):製品を壊さず内部欠陥を検出する試験と試験結果の合否判定のこと
4.検査後の記録
検査を終えたら、溶接検査報告書として検査結果を記録・保存します。この際、溶接士・WPS番号・溶接材料のロットなどの情報を紐づけて管理し、トレーサビリティを確保することが重要です。これにより、ライフサイクル全体の品質保証が可能になります。
まとめ
プラント建設における溶接技術は、従来の手法を活用しつつも、より高能率で品質の向上が期待できる技術への移行が進んでいます。適切な溶接方法を選定すると同時に、徹底した品質管理をおこなうことで、高品質な溶接を実現していきましょう。

この記事をシェアする
COMMENT
現在コメントはございません。